KARBURİZASYON
Karburizasyon, otomotiv, havacılık ve ağır sanayi gibi endüstrilerde, çelik bileşenlerin aşınma direncini ve yorulma mukavemetini artırmak için yaygın olarak kullanılan bir yüzey sertleştirme işlemidir. Bu işlem, düşük karbonlu çeliğin yüzey tabakasına karbonun difüze edilmesini içerir, böylece sert bir “kılıf” oluştururken, dayanıklı ve şekil alabilir bir “çekirdek” kalır. Bu özellikler kombinasyonu, dişliler, miller ve rulmanlar gibi yüksek yüzey gerilmelerine maruz kalan bileşenler için gereklidir. Ancak, karburizasyon işleminin yanlış uygulanması, kılıfın mekanik gerilme altında çatlamasına veya soyulmasına yol açan “kılıf ezilmesi” adı verilen bir arıza moduna neden olabilir. Kılıf ezilmesinin nedenlerini ve önlenme stratejilerini anlamak, karbürize edilmiş bileşenlerin güvenilirliğini ve uzun ömürlülüğünü sağlamak için çok önemlidir [1][2].
Çevresel ortam, ısıtma işlemi sırasında iş parçasına difüze olan faktörleri sağlar. Difüzyon elemanları, atomik haldeki elementleri taşıyan sıvı veya gaz ortamlardan fırının çevresine eklenir. Ardından, karburizasyon için çeliğin A3 sıcaklığının üzerinde ve nitrasyon için A1 sıcaklığının altında olan işlem sıcaklığında, bu elementler atomik formda çeliğin yüzeyine difüze olur. Ek alaşım elementleri yüzeyde difüze olarak, karburizasyon veya nitrasyon süreçlerinde olduğu gibi, kütlenin kimyasal özelliklerinden önemli bir değişim meydana getirir. Nitrasyon, bu tür sertleştirme ihtiyacını ortadan kaldırırken, çeliğin karbürize yüzeyi, martensit oluşumunun gerçekleşmesi ve gerekli sertliğin sağlanabilmesi için buna ihtiyaç duyar. Nitrasyon işleminde, nitrür üretimi, yalnızca nitrasyon işlemiyle ilişkili olan tek faz değişimidir [2].
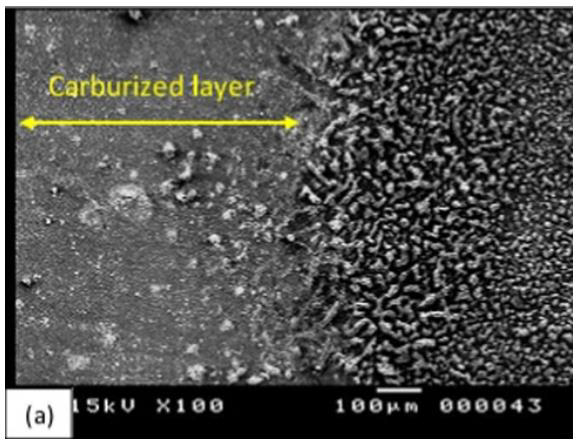
Şekil 1 SEM mikroyapı 6 saatte karburize olmuş case kalınlığını ifade ediyor. [6]
Case Crushing’in Nedenleri
Yetersiz Case Derinliği: Case crushing’in birincil nedenlerinden biri, yetersiz kılıf derinliğidir. İnce bir karbürize tabaka, yüzey gerilmelerini karşılayacak yeterli desteğe sahip değildir; bu da çatlama ve arızaya yol açabilir. Servis sırasında yüzey tabakası yüksek gerilme yoğunluklarına maruz kalır. Kılıf yeterince kalın değilse bu gerilmeleri dağıtamaz; bu da mikro çatlaklara ve sonunda arızaya neden olur. Karburizasyon parametrelerinin (sıcaklık, süre ve karbon potansiyeli gibi) doğru şekilde kontrol edilmesi, yeterli kılıf derinliği sağlamak için önemlidir [1]. Mandal (2015), istenilen kılıf özelliklerinin elde edilmesi için süreç optimizasyonunun önemini vurgulamaktadır [2].
Yanlış Karbon İçeriği: Aşırı veya düzensiz karbon dağılımı, kılıfın kırılgan olmasına yol açarak gerilim altında çatlamasına neden olabilir. Yüksek karbon içeriği, kılıfın sertliğini artıran ancak kırılganlığı artıran sementit gibi sert karbür fazlarının oluşumuna yol açabilir. Ayrıca düzensiz karbon gradyanı soğuma sırasında diferansiyel termal genleşmeye neden olarak kalıntı gerilmelerine yol açar. Fırın atmosferinin hassas kontrolü ve tutarlı bir karbon potansiyelinin korunması, düzgün karbon dağılımı sağlamaya yardımcı olabilir [1]. Parrish (1999), kırılgan fazların oluşumunu engellemek için doğru karbon kontrolünün gerekliliğine dikkat çekmektedir [3].
Kalıntı Gerilmeleri: Kalıntı gerilmeleri, kılıf ve çekirdek arasındaki diferansiyel genleşme ve büzülmeden kaynaklanır. Karburizasyon işleminin hızlı soğuma aşamasında, soğuma hızı kılıf üzerinde çekme gerilmeleri oluşturabilir ve bu da çatlak oluşumuna yol açar. Bu gerilmeler, malzemenin çekme dayanımını aşarsa case crushing gerçekleşir. Kontrollü soğuma hızları ve uygun sertleştirme (quenching) ortamları kalıntı gerilmelerini azaltabilir. Soğuma sonrası temperleme işlemleri de gerilmelerin giderilmesi ve mikro yapının stabilize edilmesi için önerilir. [1][3]
Aşırı Yüklenme ve Mekanik Gerilim: Operasyon sırasında veya kötü tasarım nedeniyle mekanik aşırı yüklenme case crushing’e neden olabilir. Uygulanan gerilmeler, karbürize tabakanın yük taşıma kapasitesini aşarsa kılıf çatlayabilir veya soyulabilir. Bu durum özellikle yüksek yüzey yüklerine veya darbe gerilmelerine maruz kalan bileşenlerde yaygındır. Kılıf derinliği yeterli şekilde tasarlanmış bileşenler ve tasarım aşamasında operasyonel yüklerin dikkate alınması aşırı yüklenme riskini azaltabilir. Mandal (2015), mekanik tasarımın dikkatlice yapılmasının case crushing’i önlemek için önemli olduğunu öne sürmektedir. [2]
Case Crushing’in Etkileri
Yük Taşıma Kapasitesinin Azalması: Case crushing, bileşenin yük taşıma kapasitesini önemli ölçüde azaltarak operasyonel koşullar altında mekanik arızaya yol açar. Yük taşıma kapasitesi azalmış bileşenler, döngüsel veya darbe yüklemeleri altında daha kolay arızaya yol açar ve bu da erken aşınma ve potansiyel felaketlere sebep olur. Mandal (2015), sertlik ve şekil alabilirlik arasında denge kurmanın optimal yük taşıma performansı için kritik olduğunu belirtmektedir. [2]
Aşınma ve Yorulmanın Artması: Kısmi kılıf daha fazla aşınma ve yorulmaya eğilimlidir; bu da bileşenin hizmet ömrünü kısaltır. Çatlamış veya soyulmuş yüzeyler, artan sürtünme ve aşınma gösterir; bu da bozulmayı hızlandırır ve daha sık bakım veya değiştirme gerektirir. Parrish (1999), yüzey bütünlüğünü korumanın aşınmayı hızlandırmamak ve bileşen ömrünü uzatmak için anahtar olduğunu vurgulamaktadır. [3]
Yüzey Bütünlüğünün Kaybı: Yüzey tabakasının bütünlüğü bozulur, bu da kritik uygulamalarda hızla bozulma ve potansiyel arızaya yol açar. Yüzey bütünlüğü, bileşenin fonksiyonelliğini ve estetik görünümünü korumak için kritik öneme sahiptir. Bütünlüğün kaybı, daha fazla hasara ve performansın düşmesine yol açabilir. Kılıf-çekirdek ilişkisinin doğru şekilde korunması, yüzey bütünlüğünü muhafaza etmek için hayati öneme sahiptir ve Mandal (2015) tarafından tartışılmaktadır. [2]
Önleme Stratejileri
Karbürizasyon Parametrelerinin Optimizasyonu: Karbürizasyon parametrelerini (sıcaklık, süre ve karbon potansiyeli) kontrol etmek, istenilen kılıf özelliklerinin elde edilmesi için gereklidir. Süreç kontrolü ve izleme için hassas kontrol teknikleri kullanılmalıdır. Gelişmiş kontrol sistemleri ve izleme ekipmanları, optimal sonuçların elde edilmesine yardımcı olabilir [1][2]. Parrish (1999) ve Mandal (2015) her ikisi de süreç kontrolünün önemini vurgulamaktadır. [3]
İşlem Sonrası İşlemler: İşlem sonrası işlemler, örneğin atış peşleme, yüzeyde faydalı basma gerilmeleri oluşturabilir ve case crushing olasılığını azaltabilir. Yüzey özelliklerini geliştirmek ve çekme kalıntı gerilmelerini azaltmak için atış peşleme veya diğer yüzey modifikasyon teknikleri uygulanabilir. Mandal (2015), işlem sonrası işlemlerin karbürize edilmiş bileşenlerin dayanıklılığını artırmada faydalı olduğuna dikkat çekmektedir. [2]
Malzeme Seçimi: Uygun alaşım elementlerine sahip çeliklerin seçilmesi, sertleşebilirliği artırabilir ve case crushing riskini azaltabilir. Karbürize kılıfı desteklemek için krom, molibden ve nikel gibi alaşım elementlerine sahip malzemeler seçilmelidir. Parrish (1999), malzeme seçiminin istenilen mekanik özelliklerin elde edilmesindeki rolünü vurgulamaktadır. [3]
Tasarım Dikkate Alınması: Karbürize kılıf için yeterli desteğe sahip bileşenlerin tasarlanması ve tasarım aşamasında operasyonel yüklerin dikkate alınması, case crushing riskini azaltabilir. Beklenen yükleme koşulları altında bileşen performansını değerlendirmek için gerilme analizleri ve simülasyon araçları kullanılmalıdır. Mandal (2015), tasarımın case crushing’i önlemek ve bileşen performansını artırmak için önemini vurgulamaktadır. [2]
Case crushing karburizasyonda kılıf derinliği, karbon içeriği, kalıntı gerilmeleri ve mekanik yükleme gibi çeşitli faktörlerden etkilenen karmaşık bir fenomendir. Bu faktörlerin anlaşılması ve uygun önleme stratejilerinin uygulanması, karbürize edilmiş bileşenlerin güvenilirliğini ve uzun ömürlülüğünü sağlamak için çok önemlidir. Karbürizasyon parametrelerinin optimize edilmesi, uygun malzemelerin seçilmesi ve tasarım faktörlerinin dikkate alınmasıyla mühendisler, case crushing riskini etkili bir şekilde azaltabilir ve karbürize edilmiş bileşenlerin performansını artırabilir. [1][2][3]
REFERANSLAR
[1] Parrish, Geoffrey. “Carburizing: Microstructures and Properties.” ASM International, 1999.
[2] Mandal, S.K. “Heat Treatment Of Steels.” McGraw Hill India, 2015.
[3] Davis, J.R. “Surface Hardening of Steels: Understanding the Basics.” ASM International, 2002.
[4] Totten, G.E. “Steel Heat Treatment: Metallurgy and Technologies.” CRC Press, 2006.
[5] ASM International Handbook Committee. “Metallography and Microstructures.” ASM Handbook, Volume 9, 2004.
[6 ] Saleh, B., & Ahmed, S. M. (2013). Slurry Erosion–Corrosion of Carburized AISI 5117 Steel. Tribology Letters, 51(1), 135–142