





ANODIZING PROCESS
Anodizing is an electrolytic treatment that produces a stable oxide layer on a metallic surface. Its most common applications are with aluminum and magnesium, but it is also applied to zinc, titanium, and other less common metals. Anodized coatings are used primarily for decorative purposes; they also provide corrosion protection. It is instructive to compare anodizing to electroplating, since they are both electrolytic processes. Two differences stand out. (1) In electrochemical plating, the workpart to be coated is the cathode in the reaction. By contrast, in anodizing, the work is the anode, whereas the processing tank is cathodic. (2) In electroplating, the coating is grown by adhesion of ions of a second metal to the base metal surface. In anodizing, the surface coating is formed through chemical reaction of the substrate metal into an oxide layer. Anodized coatings usually range in thickness between 25µm and 0.075 µm (0.0001 and 0.003 in). These thickness values are changing with respect to type of anodizing which which we explain this types in continious text. Dyes can be incorporated into the anodizing process to create a wide variety of colors; this is especially common in aluminum anodizing. Very thick coatings up to 0.25 mm (0.010 in) can also be formed on aluminum by a special process called hard anodizing; these coatings are noted for high resistance to wear and corrosion.[1]
WHY ANODIZING MATTERS?
Increase corrosion resistance: Sealed anodic coatings of aluminum oxide are corrosion resistant and highly resistant to atmospheric and salt-water attack. The anodic coating protects the underlying metal by serving as a barrier to would-be corrosive agents. In order to achieve the optimum corrosion resistance, the amorphous aluminum oxide produced by anodizing is sealed by treating in slightly acidified hot water, boiling deionized water, a hot dichromate solution, or a nickel acetate solution. Sealing is discussed in a subsequent section of this article. Improve decorative appearance: All anodic coatings are lustrous and have relatively good abrasion resistance. Therefore, these coatings are used as the final finishing treatment when the natural appearance of the aluminum is desired or when a mechanically induced pattern is to be preserved. The degree of luster of anodic coatings depends on the condition of the base metal before anodizing. Dull etching decreases luster; bright etching, chemical or electrolyticbrightening, and buffing increase luster, either diffuse or specular. Most of the aluminum used in architectural applications is anodized.These coatings, with the inherent hardness of aluminum oxide, are thick enough for use in applications involving rotating parts where abrasion resistance is required. Although all anodic films are harder than the substrate material, the coatings produced by chromic acid and some sulfuric acid baths are too thin or too soft to meet the requirements for abrasion resistance.

Figure 1 Schematic showing the simple electrical circuit established during anodizing. In anodizing, a power supply is used to set the electronic path (current or voltage bias) in the direction that enables electrotransport of aluminum ions from the anode toward the electrolyte, which provides the ionic path through the electrolyte to the cathode, completing the circuit. The anodic oxide grows on the surface of the anode, when aluminum ions react with oxygen ions from the electrolyte.[2]
PRODUCTION EXAMPLES OF ANODIZING
Auto head lamp – Atmospheric exposure
Wheel pistons – Wear and corrosion
Computer chip hat – High dielectric, thermally conductive
Name plates – Atmospheric exposure
Landing gear – Corrosion resistance
Canopy track – Resist wear, sea air
THREE PRINCIPAL TYPES OF ANODIZING PROCESS
The three principal types of anodizing processes are chromic processes, in which the electrolyte is chromic acid; sulfuric processes, in which the electrolyte is sulfuric acid; and hard anodic processes that use sulfuric acid alone or with additives. Other processes, used less frequently or for special purposes, use sulfuric acid with oxalic acid, phosphoric acid, oxalic acid, boric acid, sulfosalicylic acid, sulfophthalic acid, or tartaric acid. Except for thicker coatings produced by hard anodizing processes, most anodic coatings range in thickness from 5 to 18 um.
Chromic Acid Process: The sequence of operations used in this process depends on the type of part, the alloy to be anodized, and the principal objective for anodizing. Due to the corrosive nature of sulfuric acid, chromic acid anodizing is the preferred process on components such as riveted or welded assemblies where it is difficult or impossible to remove all of the anodizing solution. Chromic acid anodizing solutions contain from 3 to 10 wt% CrO3. A solution is made up by filling the tank about half full of water, dissolving the acid in water, and then adding water to adjust to the desired operating level.
Sulfuric Acid Process: The basic operations for the sulfuric acid process are the same as for the chromic acid process. Parts or assemblies that contain joints or recesses that could entrap the electrolyte should not be anodized in the sulfuric acid bath.
Hard Anodizing: The primary differences between the sulfuric acid and hard anodizing processes are the operating temperature, the use of addition agents, and the voltage and current density at which anodizing is accomplished. Hard anodizing, also referred to as hardcoat or type III anodizing, produces a considerably heavier coating then conventional sulfuric acid anodizing in a given length of time.
Alloy composition is too important to apply the anodizing process succesfully. The chromic acid process should not be used to anodize aluminum casting alloys containing more than 5% Cu or more than 7.5% total alloying elements, because excessive pitting, commonly referred to as burning, may result. The sulfuric acid process can be used for any of the commercially available alloys, whereas the hard anodizing process is usually limited to alloys containing less than 5% Cu and 7% Si. Choice of alloys is important when maximum corrosion and/or abrasion resistance is required. Alloys such as 6061 are superior to the copper and copper-magnesium alloys in their ability to produce a hard, corrosion-resistant coating.
The industrial process of anodizing aluminum can be viewed simplistically as the operation of an electrical circuit, which follows Ohm’s Law.
V = i.R (eq.1)
In this equation, V is the circuit voltage measured in volts and R is the circuit resistance. In a conventional electrical circuit, the current, i, is typically measured in amps; however, this is because the diameter of a wire is considered negligible. In any electrochemical circuit, the surface area of the entire current carrying workload must be considered in calculating the potential critical for the reaction whether it is for the dissolution of a cathode to produce a deposit on the surface area of an anode, as in electroplating; or the dissolution of an anode to grow an oxide, as in anodizing. [2]
According to anoziding process of the Al and it’s alloys medium of electrolyte as a anode is Al and the the baths liquid medium act as a cathode, as an example H2SO4. With the effect of voltage at anode and cathode side ions start their move and at surface the oxide of Aluminum formed. That oxide form of Aluminum(Al2O3) have ability of high corrosive and wear resistant. That makes this process very important to aviation and automotive process. And the difference between the other similar processes is, in this process the oxide layer formed and we don’t see any different material in the surface and that makes this process very unique. Simply the best, we use our materials wear and corrosive resistant phase in a simple process.
In way of crystal structure Al2O3 have more ordered structure than the pure form of Al and alloys that makes Al2O3 more inert and corrosive resistant.
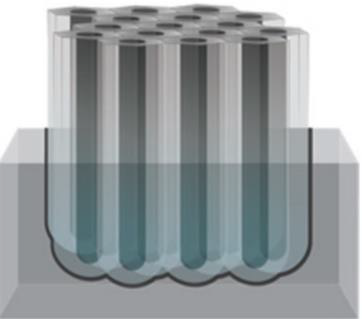
Figure 2 Oxide layer growth in both above and inside of the surface. This figure shows us the oxide growing mechanism.[2]
All components manufactured from aluminum and its alloys have surfaces with performance requirements that vary based upon the service environment and the application. Whether the requirement is corrosion and/or wear resistance, or simply a beautiful appearance, for many applications, the surface of the aluminum or aluminum alloy component may be anodized to meet the necessary performance requirements. The anodized finish, better identified as the anodic oxide, originates and grows from the surface of the aluminum, producing a uniform, continuous, highly ordered network of individual cells, comprising a layer whose thickness and cell dimensions, and ultimately engineering properties, depend on the electrochemical parameters of the anodizing process.[2]
BASICALLY STEPS OF ANODIZING
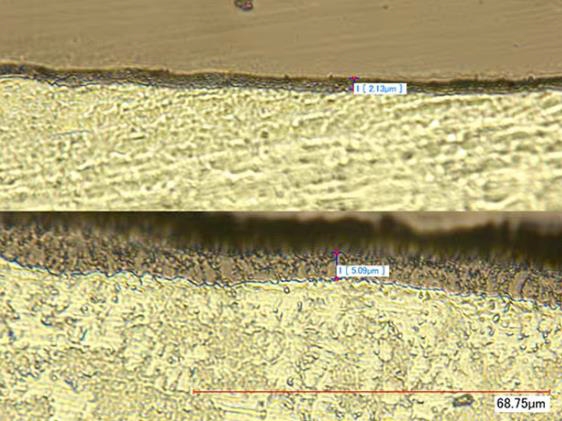
Figure 3 Anodized aluminum sample under a light microscope
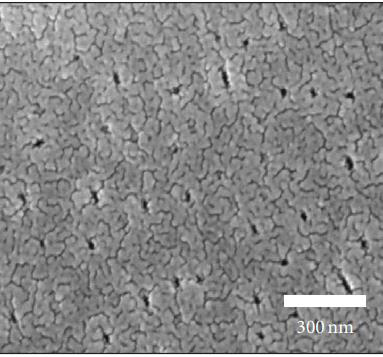
Figure 4 Anodizing applied specimen of Al 6061-T6
CRITICAL STEPS AND PARAMETERS IN ANODIZING PROCESS
The process parameters play a vital role in determining the thickness and uniformity of the coating. Therefore, these parameters must be carefully monitored and optimized to achieve the desired properties in the final material. The key response parameters affected by changes in the anodizing process include the thickness of the anodized layer, its porosity, and the average surface roughness which is explained detailed in below. By systematically varying and controlling these parameters, it is possible to fine-tune the anodizing process to produce a high-quality, durable coating. [4]
The parameters that effect the final properties are;
⦁ Concentration of medium,
⦁ Temperture of medium,
⦁ Voltage,
⦁ Anodizing time.
That parameters effect the final material with the way of;
⦁ Roughness,
⦁ Porosity,
⦁ Thickness of coating oxide.
The thickness of the anodized layer decreased with an increase in concentration and subsequently with a decrease in voltage and temperature.
As the concentration increased, porosity decreased due to the reduced threshold potential for field-assisted dissolution of the oxide at the pore bottoms, leading to an enhanced rate of anodic oxide formation. When the electrolyte temperature was increased, the structure became more open, with larger pore diameters and interlinking between the pores. Generally, as voltage and temperature increased, porosity also increased. However, this trend was not always consistent. In some cases, porosity decreased with an increase in voltage and temperature, even when the concentration was kept constant. This result may be change with the change of alloy and main element.[3]
Surface roughness is primarily the result of grit particle size, so the selection of the grit size is determined, in part, by the roughness required for adequate bonding and may be limited by coating thickness. This factor should be considered on an individual basis for each combination of grit size, type, and substrate material. Grit blasting air pressure varies from 210 to 620 kPa (30 to 90 psi), with standoff or working distances of 50 to 150 mm (2 to 6 in.). Grit blast nozzle openings are generally 6 to 10 mm (0.25 to 0.375 in.) in diameter. The grit blasting angle to the substrate should be about 90°. Excessive grit blasting should be avoided to minimize grit inclusion in the surface.[6]
REFERENCES
[1] FUNDAMENTALS OF MODERN MANUFACTURING Materials,Processes,andSystems Fourth Edition Mikell P. Groover
[2] Jude Mary Runge The Metallurgy of Anodizing Aluminum Connecting Science to Practice
[3] Chand, Sudhanshu, et al. “Effect of process parameters on anodization of AA7075.” Materials Science Forum. Vol. 830. Trans Tech Publications Ltd, 2015.
[4] RATTANASATITKUL, Aunyanat; PROMBANPONG, Suksan; TUENGSOOK, Pongsak. An effect of process parameters to anodic thickness in hard anodizing process. In: Materials Science Forum. Trans Tech Publications Ltd, 2016. p. 168-172.
[5] Runge, J. M. “Anodizing for design and function.” Journal of Materials Science and Nanotechnology 1.1 (2014): S108
[6] Surface Engineering was published in 1994 as Volume 5 of the ASM Handbook.