





KOHLESTOFFEINBRINGUNG
Die Karburierung ist ein Oberflächenhärtungsverfahren, das in Branchen wie der Automobilindustrie, der Luft- und Raumfahrt sowie im Maschinenbau weit verbreitet ist, um die Verschleißfestigkeit und Ermüdungsfestigkeit von Stahlkomponenten zu verbessern. Der Prozess umfasst das Diffundieren von Kohlenstoff in die Oberflächenschicht von kohlenstoffarmem Stahl, wodurch eine harte “Hülle” entsteht, während der “Kern” zäh und duktil bleibt. Diese Kombination von Eigenschaften ist entscheidend für Komponenten, die hohen Oberflächenspannungen ausgesetzt sind, wie Zahnräder, Wellen und Lager. Eine unsachgemäße Ausführung des Karburierungsprozesses kann jedoch zu einem Ausfallmodus führen, der als “Case Crushing” bekannt ist, bei dem die gehärtete Hülle unter mechanischer Belastung reißt oder abplatzt. Das Verständnis der Ursachen und Präventionsstrategien für das “Case Crushing” ist entscheidend, um die Zuverlässigkeit und Langlebigkeit von karburierten Komponenten zu gewährleisten. [1][2]
Die umgebende externe Umgebung stellt die Diffusionsfaktoren für das zu wärmebehandelnde Werkstück bereit. Diffusionselemente werden durch die Verwendung von flüssigen oder gasförmigen Medien, die die Elemente in atomarer Form transportieren, zur Umgebung des Ofens hinzugefügt. Dann, unter der thermischen Wirkung bei der Betriebstemperatur, die über der A3-Temperatur des Stahls für die Karburierung und unter der A1-Temperatur für das Nitrieren liegt, diffundieren diese Elemente in ihrer atomaren Form auf die Oberfläche des Stahls. Zusätzliche Legierungselemente diffundieren über die Oberfläche, was eine signifikante Änderung der Zusammensetzung im Vergleich zum Volumen mit den gewünschten chemischen Eigenschaften bewirkt, wie es bei Karburierungs- oder Nitrierprozessen zu sehen ist. Das Nitrieren erfordert keine solche Härtung, während die karburierte Oberfläche von Stahl diese benötigt, damit die Martensitbildung erfolgt und die notwendige Härte erreicht wird. Da die Produktion von Nitride, die bei der Temperatur des Nitrierprozesses entstehen kann, die einzige Phasenänderung ist, die mit dem Nitrierprozess verbunden ist. [2]
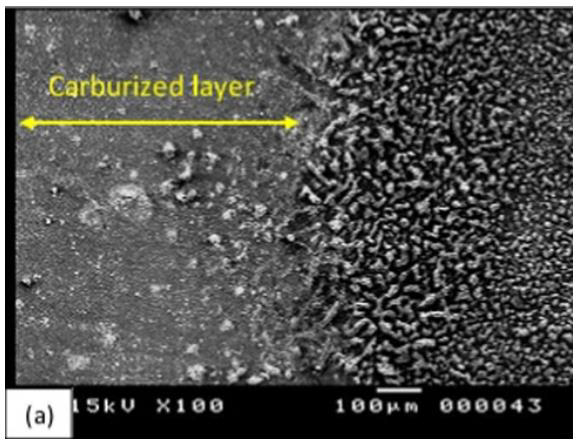
Abbildung 1 SEM-Mikrographien, die die Mikrostrukturen der Karburierungstiefen nach 6 Stunden zeigen. [6]
Ursachen für das Fallens des Einsatzes
Unzureichende Eintieftiefe: Eine der Hauptursachen für das Fallens des Einsatzes ist eine unzureichende Eintieftiefe. Eine dünne karburierte Schicht hat nicht genügend Unterstützung, um den Oberflächenstress standzuhalten, was sie anfällig für Risse und Versagen macht. Während des Betriebs erfährt die Oberfläche hohe Spannungsansammlungen. Wenn der Einsatz zu dünn ist, kann er diese Spannungen nicht ausreichend verteilen, was zu Mikrorissen und schließlich zum Versagen führt. Eine ordnungsgemäße Kontrolle der Karburierung-Parameter, wie Temperatur, Zeit und Kohlenstoffpotential, gewährleistet eine ausreichende Eintieftiefe. [1] Mandal (2015) betont die Bedeutung der Prozessoptimierung, um die gewünschten Einsatz-Eigenschaften zu erreichen. [2]
Ungeeigneter Kohlenstoffgehalt: Ein zu hoher oder ungleichmäßiger Kohlenstoffgehalt kann zu einem spröden Einsatz führen, der unter Stress zum Reißen neigt. Ein hoher Kohlenstoffgehalt kann die Bildung spröder Karbidphasen, wie Zementit, begünstigen, die die Zähigkeit des Einsatzes verringern. Darüber hinaus kann ein ungleichmäßiger Kohlenstoffgradient während der Kühlung zu unterschiedlichen thermischen Ausdehnungen führen, was zu Restspannungen führt. Durch präzise Steuerung der Ofenatmosphäre und Aufrechterhaltung eines konstanten Kohlenstoffpotentials kann eine gleichmäßige Kohlenstoffverteilung erreicht werden. [1] Parrish (1999) hebt die Notwendigkeit einer genauen Kohlenstoffkontrolle hervor, um die Bildung spröder Phasen zu verhindern. [3]
Restspannungen: Restspannungen entstehen durch die unterschiedliche Ausdehnung und Kontraktion von Einsatz und Kern während des Erwärmens und Abkühlens. Während der Abschreckphase der Karburierung kann schnelles Abkühlen Zugspannungen im Einsatz induzieren, die zur Rissbildung führen. Wenn diese Spannungen die Zugfestigkeit des Materials überschreiten, tritt das Fallens des Einsatzes auf. Kontrollierte Kühlraten und der Einsatz geeigneter Abschreckmedien können Restspannungen verringern. Ein Nachglühen nach dem Abschrecken wird ebenfalls empfohlen, um Spannungen abzubauen und die Mikrostruktur zu stabilisieren. [1][3]
Überlastung und mechanischer Stress: Mechanische Überlastung, entweder während des Betriebs oder aufgrund schlechter Konstruktion, kann zum Fallens des Einsatzes führen. Wenn die aufgebrachten Spannungen die Tragfähigkeit der karburierten Schicht überschreiten, kann der Einsatz reißen oder absplittern. Dies tritt besonders häufig bei Komponenten mit hohen Oberflächenlasten oder Schlagbelastungen auf. Die Konstruktion von Komponenten mit ausreichender Eintieftiefe und die Berücksichtigung der Betriebsbelastungen während der Entwurfsphase kann das Risiko einer Überlastung verringern. Mandal (2015) schlägt vor, dass eine sorgfältige Berücksichtigung des mechanischen Designs entscheidend ist, um das Versagen des Einsatzes zu verhindern. [2]
Auswirkungen des Fallens des Einsatzes
Verminderte Tragfähigkeit: Das Fallens des Einsatzes verringert erheblich die Fähigkeit der Komponente, Lasten zu tragen, was zu einem mechanischen Versagen unter Betriebsbedingungen führt. Komponenten mit verminderter Tragfähigkeit sind anfälliger für Versagen bei zyklischer oder stoßweiser Belastung, was zu vorzeitigem Verschleiß und potenziell katastrophalem Versagen führt. Mandal (2015) stellt fest, dass die Aufrechterhaltung eines Gleichgewichts zwischen Härte und Zähigkeit für eine optimale Tragfähigkeit entscheidend ist. [2]
Erhöhter Verschleiß und Ermüdung: Ein beschädigter Einsatz ist anfälliger für Verschleiß und Ermüdung, wodurch die Lebensdauer der Komponente verringert wird. Rissige oder abgesplitterte Oberflächen zeigen erhöhten Reibungs- und Verschleiß, was die Zerstörung beschleunigt und häufigere Wartung oder den Austausch erforderlich macht. Parrish (1999) betont, dass die Aufrechterhaltung der Oberflächenintegrität der Schlüssel zur Verhinderung beschleunigten Verschleißes und zur Verlängerung der Komponentlebensdauer ist. [3]
Verlust der Oberflächenintegrität: Die Integrität der Oberfläche ist beeinträchtigt, was zu beschleunigter Zerstörung und potenziellen Ausfällen in kritischen Anwendungen führt. Die Oberflächenintegrität ist entscheidend für die Aufrechterhaltung der Funktionalität und des ästhetischen Erscheinungsbildes der Komponente. Der Verlust der Integrität kann zu weiteren Schäden und verringerten Leistungen führen. Eine ordnungsgemäße Pflege des Verhältnisses von Einsatz und Kern ist entscheidend für die Erhaltung der Oberflächenintegrität, wie von Mandal (2015) diskutiert. [2]
Präventionsstrategien
Optimierung der Karburierung-Parameter: Die Kontrolle der Karburierung-Parameter wie Temperatur, Zeit und Kohlenstoffpotential ist entscheidend, um die gewünschten Einsatz-Eigenschaften zu erreichen. Verwenden Sie präzise Prozesssteuerung und Überwachung, um konstante Karburierungsbedingungen aufrechtzuerhalten. Fortschrittliche Steuerungssysteme und Überwachungsgeräte können helfen, optimale Ergebnisse zu erzielen [1][2]. Parrish (1999) und Mandal (2015) betonen beide die Bedeutung der Prozesskontrolle zur Erreichung der gewünschten Einsatz-Eigenschaften. [3]
Nachbehandlungsprozesse: Nachbehandlungsprozesse wie das Kugelstrahlen können vorteilhafte Druckspannungen auf der Oberfläche erzeugen, die das Risiko des Fallens des Einsatzes verringern. Verwenden Sie Kugelstrahlen oder andere Oberflächenmodifikationstechniken, um die Oberflächeneigenschaften zu verbessern und Zugspannungen abzubauen. Mandal (2015) diskutiert die Vorteile von Nachbehandlungsprozessen zur Verbesserung der Haltbarkeit von karburierten Komponenten. [2]
Werkstoffauswahl: Die Auswahl von Stählen mit geeigneten Legierungselementen kann die Härtbarkeit verbessern und das Risiko des Fallens des Einsatzes verringern. Wählen Sie Materialien mit Legierungselementen wie Chrom, Molybdän und Nickel, um die Härtbarkeit zu verbessern und den karburierten Einsatz zu unterstützen. Parrish (1999) hebt die Rolle der Werkstoffauswahl bei der Erreichung der gewünschten mechanischen Eigenschaften hervor. [3]
Konstruktionsüberlegungen: Komponenten mit ausreichender Unterstützung für den karburierten Einsatz zu entwerfen und die Betriebsbelastungen während der Entwurfsphase zu berücksichtigen, kann das Risiko des Fallens des Einsatzes verringern. Integrieren Sie Spannungsanalysen und Simulationswerkzeuge, um die Leistung der Komponenten unter erwarteten Belastungsbedingungen zu bewerten. Mandal (2015) betont die Bedeutung von Konstruktionsüberlegungen, um das Fallens des Einsatzes zu verhindern und die Leistung der Komponente zu verbessern. [2]
Das Fallens des Einsatzes bei der Karburierung ist ein komplexes Phänomen, das von verschiedenen Faktoren beeinflusst wird, darunter die Eintieftiefe, der Kohlenstoffgehalt, Restspannungen und mechanische Belastungen. Das Verständnis dieser Faktoren und die Umsetzung geeigneter Präventionsstrategien sind entscheidend, um die Zuverlässigkeit und Lebensdauer von karburierten Komponenten sicherzustellen. Durch die Optimierung der Karburierung-Parameter, die Auswahl geeigneter Materialien und die Berücksichtigung von Konstruktionsfaktoren können Ingenieure das Risiko des Fallens des Einsatzes effektiv verringern und die Leistung der karburierten Komponenten verbessern. [1][2][3]
REFEREZEN
[1] Parrish, Geoffrey. “Carburizing: Microstructures and Properties.” ASM International, 1999.
[2] Mandal, S.K. “Heat Treatment Of Steels.” McGraw Hill India, 2015.
[3] Davis, J.R. “Surface Hardening of Steels: Understanding the Basics.” ASM International, 2002.
[4] Totten, G.E. “Steel Heat Treatment: Metallurgy and Technologies.” CRC Press, 2006.
[5] ASM International Handbook Committee. “Metallography and Microstructures.” ASM Handbook, Volume 9, 2004.
[6 ] Saleh, B., & Ahmed, S. M. (2013). Slurry Erosion–Corrosion of Carburized AISI 5117 Steel. Tribology Letters, 51(1), 135–142