






WICHTIGKEIT DER REINIGUNG VON ALUMINIUM VOR DEM SCHWEISSEN
Die Bedeutung einer ordnungsgemäßen Reinigung zur Entfernung von Oxid- und Oberflächenverunreinigungen von Aluminiumteilen, die geschweißt werden sollen, kann nicht genug betont werden. Wasserstoff und Sauerstoff verursachen Porosität und Schlacke in Schweißnähten. Ölige oder fettige Filme enthalten Sauerstoff und Wasserstoff, und wenn sie an den zu schweißenden Kanten verbleiben, führen sie zu unsoliden Schweißnähten mit verringerten mechanischen und elektrischen Eigenschaften.[1]
Aluminium muss vor dem Schweißen gereinigt werden, um die strukturelle Integrität des Endprodukts sicherzustellen. Um die Oberfläche von Aluminium erfolgreich zu reinigen, sind folgende zwei Schritte erforderlich:
- Verwenden Sie ein organisches Lösungsmittel wie Aceton oder eine milde alkalische Lösung, wie z. B. starkes Seifenwasser, um Öl, Fett und Wasserdampf zu entfernen. Zitrusbasierte Entfetter können ebenfalls verwendet werden, aber stellen Sie sicher, dass der Gegenstand vor dem Schweißen gespült und getrocknet wird.
- Verwenden Sie eine starke alkalische oder saure Lösung oder eine Edelstahl-Drahtbürste (ausschließlich für Aluminium), um Oberflächenoxide zu entfernen. Oxidentfernungslösungen sind in Spray- oder Quetschflaschen von vielen Schweißanbietern für den Einsatz vor Ort erhältlich. Gehen Sie mit diesen Lösungen äußerst vorsichtig um und denken Sie daran, das Teil vor dem Schweißen zu spülen und zu trocknen.
Im ersten Teil wird erklärt, dass nach den Prozessen Öl, Fett und Wasser an der Oberfläche haften bleiben und nach dem Schweißen Schäden verursachen können. Daher sollten diese Verunreinigungen vor dem Schweißen sehr sorgfältig gereinigt werden, um ein Schweißen in einem Stück und erfolgreich zu erreichen.
Im zweiten Teil wird erläutert, dass sich bei Aluminium bei Raumtemperatur eine dünne Oxidschicht bildet. Diese macht den Schweißprozess mit der dünnen Schicht ungeeignet. Aluminium hat einen niedrigen Schmelzpunkt von 660 °C, während die Schmelztemperatur der hohen Oxidschicht (Al₂O₃) bei 2300 °C liegt. Diese Oxidschicht hat eine poröse Struktur. Nach dem Schweißen entsteht eine poröse Struktur, die den Schweißprozess sehr spröde und unnötig macht. Die nachfolgenden Mikroskopaufnahmen zeigen, wie Aluminium mit und ohne Oxidschicht aussieht, und diese Mikroskopaufnahmen geben uns die Möglichkeit, die Qualität unseres Schweißprozesses zu erkennen.
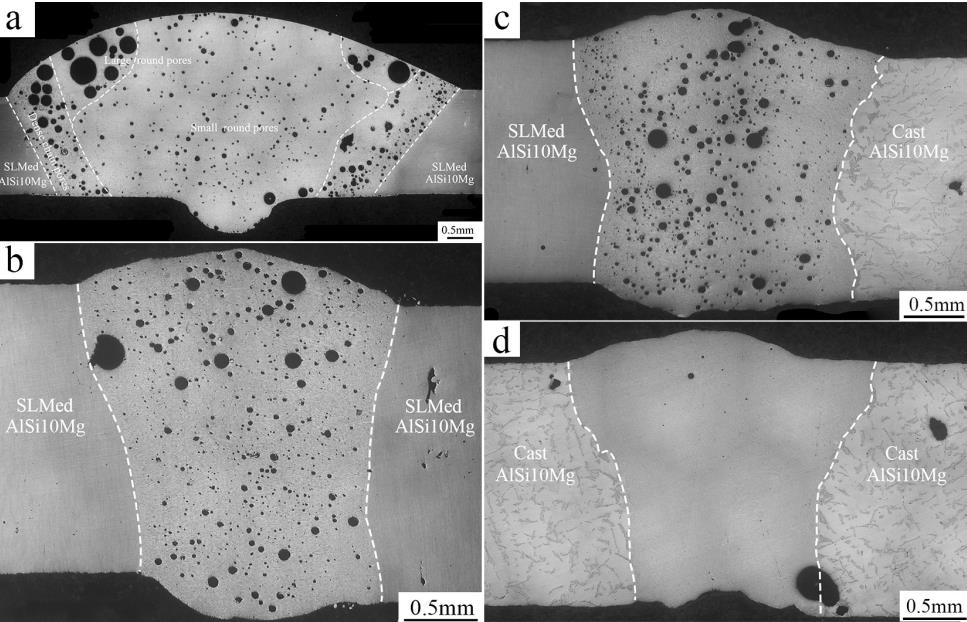
Abbildung 1: Querschnitts-Morphologie von Schweißnähten.[2]
Wie in den Mikroskopaufnahmen zu sehen ist, hat Aluminium ohne Reinigung (mit Oxidschicht) eine poröse Struktur. Diese poröse Struktur macht das Schweißen spröde. Das Gegenteil zeigt sich bei der Reinigung, wo ein sehr reines und einteiliges Ergebnis erzielt wird. Risse entstehen bevorzugt an der maximalen Spannungsöffnung und breiten sich zu benachbarten Poren aus. Risse breiten sich bei großen Spannungen in der Matrix entlang der Poren aus. Daher kann in der Querschnittsaufnahme ein abgelenkter Riss gesehen werden, der viele dichte Poren durchquert.
Eine häufige Fallstrick bei der Reinigung von Teilen ist die unsachgemäße Handhabung nach der Reinigung und vor dem Schweißen. Es wird empfohlen, fusselfreie Handschuhe anstelle von Gummihandschuhen zu verwenden und die Teile in sauberen Bereichen zu lagern. Schutzmaterialien und Spannvorrichtungen sollten mit den Teilen kompatibel sein. Zum Beispiel kontaminieren viele Metalle Schweißverbindungen von Refraktärmetsch und der Kontakt mit Kupfer, Messing oder Blei kann Edelstahl kontaminieren und zu Rissbildung führen.[3]
Vorgeschlagene Reinigungsmethoden sind Schleifen, Drahtbürsten oder Nadelskala bei schweren Materialien; die Verwendung von Lösungsmitteln zur Reinigung von Fett und Öl; sowie die Verwendung einer nicht kontaminierenden Edelstahl-Drahtbürste oder eines nichtmetallischen Schaumstoff-Disk zur Reinigung von Aluminium und Fräsen. Da die Reinigung von Aluminium schwierig ist, ohne die Metallstärke zu verringern, sollte nach dem Schweißvorgang in Erwägung gezogen werden, die Basisplatte und die Schraube zu anodisieren.[5]
Zu den empfohlenen Reinigungsmethoden gehören das Schleifen, Drahtbürsten oder Nadelskala bei schweren Materialien; die Verwendung von Lösungsmitteln zur Reinigung von Fett und Öl; sowie die Verwendung einer nicht kontaminierenden Edelstahl-Drahtbürste oder eines nichtmetallischen Schaumstoff-Disk zur Reinigung von Aluminium und Fräsen. Da das Anodisieren von Aluminium schwierig ist, ohne die Metallstärke zu verringern, sollte in Erwägung gezogen werden, die Basisplatte und die Schraube nach dem Schweißvorgang zu anodisieren. Zu den gängigen Reinigungstechniken gehören das Abtragen der Oberflächen durch Schleifen, Gritstrahlen oder Drahtbürsten; Beizen oder chemisches Entrosten; sowie Dampfentfettung. In einigen Fällen müssen die Enden des Werkstücks bearbeitet oder geschliffen werden, um sie an die Matrizen anzupassen, insbesondere beim Schweißen von rauen Schmiedestücken oder Gussstücken. Auch ein Fasen kann an den Enden des Werkstücks erforderlich sein, um eine Fließwirkung zu initiieren. Ungenügende Passgenauigkeit zwischen den stromführenden Matrizen und dem Werkstück kann zu Schmelzbränden, Schlupf und minderwertigen Schweißnähten führen.[5]
Das Drahtbürsten wird allgemein nicht immer empfohlen, da Verunreinigungen in die Metalloberfläche eingebettet werden können. Aceton wird für die Reinigung von Komponenten von Elektronenstrahlkanonen und Werkstücken bevorzugt. Wenn Werkstücke in Chlor- oder anderen halogenhaltigen Verbindungen gereinigt werden, muss der Rückstand dieser Verbindungen durch eine andere Reinigungsmethode (normalerweise gründliches Waschen in Aceton) vor dem Schweißen entfernt werden. [4]
CHEMISCHE REINIGUNG
Oberflächenreinigung
Vor der Beschichtung und/oder dem Schweißen werden maschinell bearbeitete Basismetalloberflächen normalerweise durch ein mehrstufiges Verfahren entfettet.
- Waschen mit abrasivem Reinigungsmittel, gefolgt von einer Heißwasser-Spülung
- Spülen in deionisiertem Wasser
- Ultraschallreinigung in Ethylalkohol
- Trocknen mit Inertgas
Für andere Fertigungsverfahren, wie z. B. elektrodeponierte Zwischenlagen oder Folien, werden die Basismetalloberflächen vor dem Beschichten oder Verbinden entfettet, um organische Oberflächenfilme zu entfernen, die andernfalls die metallische Bindung an den Schnittstellen zwischen Zwischenlage und Basismetall beeinträchtigen würden.[5]
Kathodische Reinigung
Die kathodische Reinigung erfolgt, wenn eine Metalloberfläche mit einem Strom positiver Gasionen beschossen wird, wenn (1) das Werkstück ein negatives Potenzial gegenüber der Elektrode hat und (2) Argon oder ein anderes schweres Inertgas verwendet wird, um den Lichtbogen zu schützen. Kathodische Reinigung ist offensichtlich als ein heller, sauberer Bereich auf beiden Seiten der Schweißnaht. Sie kann verwendet werden, um Oberflächenoxide und Filme adsorbierter Gase auf der Metalloberfläche zu entfernen. Kathodische Reinigung kann beobachtet werden, wenn mit folgenden Verfahren geschweißt wird:
- Gleichstrom, Umkehrpolarity-Gas-Wolfram-Arc
- Wechselstrom-Gas-Wolfram-Arc (nur Umkehrpolaritätszyklus)
- Gleichstrom, Umkehrpolarität, Gas-Metall-Arc
- Gleichstrom, Umkehrpolarität, Plasma-Arc.
Der Mechanismus, der die kathodische Reinigung erzeugt, ist das Sputtern. Atome oder Atomgruppen können von einer Oberfläche durch den Aufprall positiver Ionen abgetragen werden. Sobald sie von der Oberfläche befreit sind, diffundiert das gesputterte Atom durch das Gas, das mit der Oberfläche in Kontakt steht (Raumluft oder Schutzgas).
MECHANISCHE REINIGUNG
Obwohl mechanische Methoden weniger weit verbreitet sind als chemische Methoden, werden sie normalerweise bevorzugt, um schwere Skalen zu entfernen, und sie können unentbehrlich sein, um hartnäckigere Schmierstoffe, wie z. B. gefärbte Ziehverbindungen, zu entfernen. Mechanische Methoden sind auch nützlich bei der Oberflächenvorbereitung, die das Abtragen oder Rauh machen umfassen kann, was auf einer sehr glatten Oberfläche erforderlich sein kann, um das Benetzen und Fließen des Füllmetalls zu fördern.
Mechanische Reinigung umfasst folgende Methoden:
- Grit- und Strahlreinigung
- Mechanisches Schleifen und Schleifen
- Feilen und Handschleifen
- Reinigung mit Stahlwolle
- Drahtbürsten und Schaben
Für die besten Ergebnisse sollte die Reinigung über den Gelenkbereich hinausgehen. Schuss- oder Stahlgritstrahlen ist oft effektiv und ist vorzuziehen, da es das Einbetten von Siliziumdioxid in die Aluminiumoberfläche verhindert. Wenn Siliziumdioxid in die Oberfläche eingebettet wird, kann dies zu einer niedrigen Schweißfestigkeit führen und dazu führen, dass die Schweißnaht porös wird.
FREIE REINIGUNG
Die Einführung von Material, das nicht mit dem Material in Berührung kommt, ist eine weitere Strategie zur Reinigung von Aluminiumoberflächen. Einige der empfohlenen Methoden zur Reinigung von Aluminiumoberflächen sind:
- Niedrigmolekulare Verbindungen
- Wasser- und Gasstoffe
- Dampfreinigung und Polieren
- Grundreinigung, insbesondere bei gegossenen Teilen
- Chemische Reinigung bei schweren Verunreinigungen
Wenn die spezifische Methode und das Produkt als wirksam angesehen werden, sollte sichergestellt werden, dass keine Silikate oder flüchtigen Materialien im endgültigen Produkt verbleiben.
FOLGEN VON VERUNREINIGUNGEN
Verunreinigungen, die in der Metalloberfläche verbleiben, führen zu Rissen, Blasen, Porosität, Sprödigkeit und mangelnder Haftung der Schweißnaht. In einigen Fällen können chemische und mechanische Verunreinigungen miteinander interagieren und die Schweißfestigkeit noch weiter reduzieren. Porosität ist eine der Hauptursachen für das Versagen von Aluminiumguss- und -schweißverbindungen, da sich Wasserstoff in der Schweißflüssigkeit auflösen kann. Wasserstoff neigt dazu, in der Schweißnaht eingeschlossen zu werden, was in der Regel Poren und Risse in der Schweißnaht hinterlässt.
Die Gründe, die zu Verunreinigungen und schlechter Haftung von Schweißverbindungen führen, sind:
- Die verwendeten Ausgangsmaterialien
- Ein unsachgemäßer Wärmebehandlungsprozess
- Das Vorhandensein von Gasen oder Verunreinigungen in der Luft oder im Schweißmaterial
- Unsachgemäße Schweißtechniken
- Nicht oder falsch verwendete Vorbehandlungs- oder Nachbehandlungsprozesse.
Abschließend ist es wichtig, darauf hinzuweisen, dass Aluminiumteile, die zu Schweißkonstruktionen verschmolzen werden, die am stärksten betroffenen Teile sind, wenn es darum geht, die Oberflächenverunreinigungen vor dem Schweißen zu reinigen. Die oben genannten Techniken sind ein hervorragender Weg, um sicherzustellen, dass die Schweißnähte stark und fehlerfrei sind. [4]
REFERENZEN
[1] Welding of Aluminum and Aluminum Alloy, R. P. Meister, David Carl Martin
[2] ZHANG, Changchun, et al. A comparison between laser and TIG welding of selective laser melted AlSi10Mg. Optics & Laser Technology, 2019, 120: 105696.
[3] Recommended Practices for Electron Beam Welding and Allied Processes 4th Edition Supersedes, An American National Standard, AWS C7.1M/C7.1:2013
[4] WELDING, BRAZING, AND SOLDERING WAS PUBLISHED IN 1993 AS VOLUME 6 OF THE ASM HANDBOOK. THE VOLUME WAS PREPARED UNDER THE DIRECTION OF THE ASM HANDBOOK COMMITTEE.
[5] About weldability and welding of Al alloys: case study and problem solvingE. Fracchia, F. Gobber, M. Rosso Department of Applied Science and Technology, Politecnico di Torino, Duca degli Abruzzi, 24, 10129 Torino, Italy